联系我们

钢板酸洗磷化无缝管行业优选
更新时间:2025-04-24 07:14:42 浏览次数:67 公司名称:天津 鑫铭万通商贸有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 128 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |





5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。


鑫铭万通商贸有限公司衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 广东汕尾石油裂化管产品,欢迎来人来电、来函洽谈!




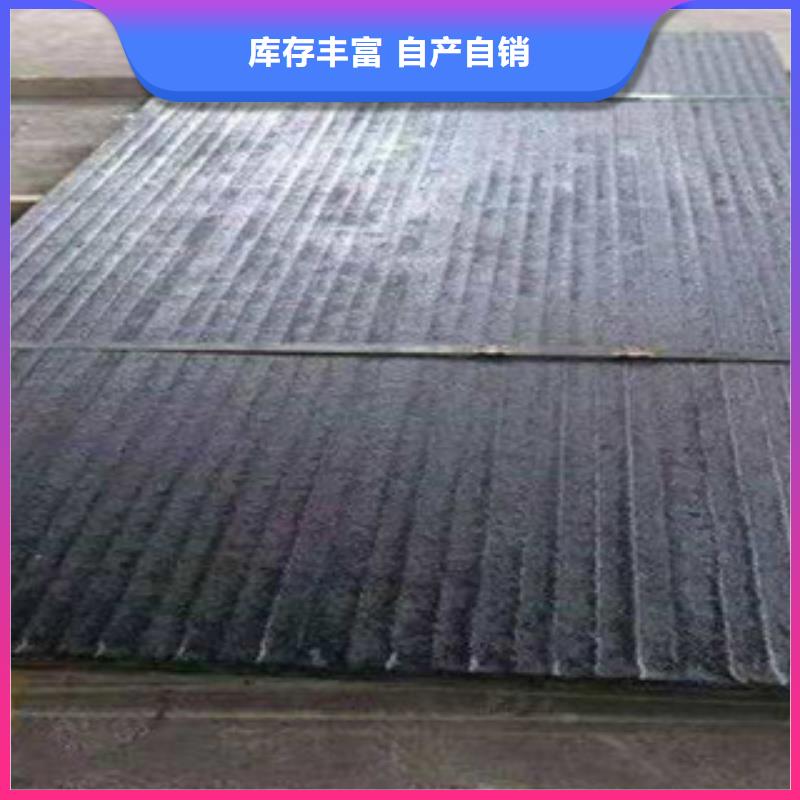
耐磨复合钢板的底层为低碳钢或低合金。不锈钢等韧性材料,体现双金属的优越性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
3、较好的耐热性
耐磨层使用在≤600℃
工况下使用,若在合金层中加入钒,钼等合金,可以承受≤800℃的高温磨损。
使用温度如下:
普通碳钢基板不高于480℃工况使用;
低合金耐热钢基板(15CrMo,12Cr1MoV等)基板不高于540℃工况使用;
耐热不锈钢基板在不高于800℃工况使用。